
工具是雕刻家从事创作的最直接的助手和伴侣。在木雕的工艺制作过程中,雕刻刀及其辅助工具起到十分重要的作用。俗话说:“人巧莫如家什妙”、“三分手艺七分家什”。看一个人的手艺如何,只须观察一下他的工具便能知晓,而工具的保养修饰,也能证明劳动者素质的高低。在木雕创作中,工具齐备,会磨会用,不仅能提高工作效率,而且在造型上能充分发挥自己的技巧,使行刀运凿洗炼洒脱,清晰流畅,增加作品的艺术表现力。

雕刻刀
雕刻刀有很多,基本分为二大类。一类是“翁管形”的坯刀、俗称“砍大荒”、“毛坯刀”,一类是“钻条形”的修光刀,主要用于掘细坯和修光。最宽的凿有4-6厘米,最窄的凿只有针尖那么点儿。初学木雕者在选择刀具时,首先要了解它们各自的用途,然后再到产地、厂家或铁匠铺里定制购买。坯刀以浙江东阳、温州乐清和苏州光福出产的为好,有些地方的美术材料用品商店里也能买到比较合适的木雕工具。下面就将木雕刀的种类与用途及其制作方法逐一介绍。
圆刀

圆刀
刃口呈圆弧形,多用于圆形和圆凹痕处,在雕刻传统花卉上也有很大用处,如花叶、花瓣及花枝干的圆面都需用圆刀适形处理。圆刀横向运刀比较省力,对大的起伏、小的变化都能适应。而且圆刀的线条不肯定,使用起来灵活且便于探索。根据不同的用途,圆刀的型号应有所区别,大小范围基本在5厘米-0.5厘米之间。做圆雕人物的刀口两角要磨去,呈圆弧形,否则雕衣纹或其它凹痕时,不但推不动,还会破损凹痕道的两旁。
倘若做浮雕时,则应保留刀口两角,并利用其角尖的功能雕刻地子角落处,因此要配备二种。圆刀还有正反之别,斜面在槽内、刀背呈挺直的为正口圆刀,它吃木比较深,最适合做圆雕,尤其是在出坯和掘坯阶段。斜面在刀背上,槽内呈挺直的为反口圆刀,吃木比较深活,能平缓的走刀或剔地,在浮雕中用途更大。圆刀的形状还可根据需要做成铁杆弯曲形,以便伸进较深的部位挖雕镂洞。
平刀

平刀
刃口呈平直,主要用于劈削铲平木料表面的凹凸,使其平滑无痕。型号大的也能用来凿大型,有块面感,运用得法,如绘画的笔触效果,显得刚劲有力,生动自然。平刀的锐角能刻线,二刀相交时能剔除刀脚或印刻图案。瑞典和苏联的木雕人物就多用平刀,有强烈的木趣刀味。
斜刀

斜刀
刀口呈45度左右的斜角,主要用于作品的关节角落和镂空狭缝处作剔角修光。如果刻人物眼角处,斜刀更好用。料刀又分正手斜与反手斜,以适合各个方向。在上海的黄杨木雕中刻毛发丝缕通常使用斜刀,用扼、拧的方法运刀,刻出的毛发效果比用三角刀刻得更为生动自然。
玉婉刀
俗称“和尚头”、“蝴蝶凿”,刃口呈圆弧形,是一种介乎圆刀与平刀之间的修光用刀,分圆弧和斜弧二种。在平刀与圆刀无法施展时它们可以代替完成。特点是比较缓和,既不像平刀那么板直,又不像圆刀那么深凹,适合在凹面起伏上使用。
中钢刀
刃口平直两面都有斜度。也称“印刀”。传统雕刻认为:中钢刀锋口正中,用它打坯可保持锋正直往,使周围保留部分不受震动。中钢刀还用于印刻人物服饰及道具上的图案花纹。
三角刀
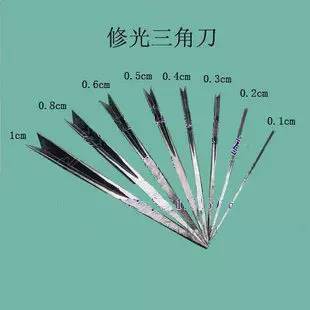
三角刀
刃口呈三角形,因其锋面在左右二侧,锋利集点就在中角上。制作三角刀要选用适用的工具钢(一般用4-6毫米的圆钢),铣出55度-60度的三角槽,将两腰磨平,其口端磨成刃口。角度大,刻出的线条就粗,反之就细。三角刀主要用于刻毛发刻装饰线纹,也是版画与水印木刻艺术制版时常用的一种工具,操作时三角刀尖在木板上推进,木屑从三角槽内吐出,三角刀尖推过的部位便刻画出线条来。
在选择使用以上刀具时,要注意掌握刀头厚薄在用途上的区别。所谓刀头,就是实际使用的那段刀面。刀头越薄越锋利,但牢度也越差。根据这种情况,开毛坯的刀头可适当厚些,以经受锤子的敲击和用力掘挠;修光用的刀则薄些,所谓薄刀密片,方可将木料刻得光洁不隙。总之,工具选择配置,一定要严格依照工艺性质,不能随意替代,而且无论在数量和质量上都应有所保证,在传统的工艺雕刻中,木雕工具往往多达百余件,工艺一般的至少也要30件,当然,经常使用的只是一小部分,有的只是偶尔使用一下。
——来源:中国崖柏网,创始人:大伟,专业崖柏鉴定收藏顾问,我的微:daweiyabai